
Page 80 -
P. 80
โครงการหนังสืออิเล็กทรอนิกส์ เฉลิมพระเกียรติสมเด็จพระเทพรัตนราชสุดาฯ สยามบรมราชกุมารี
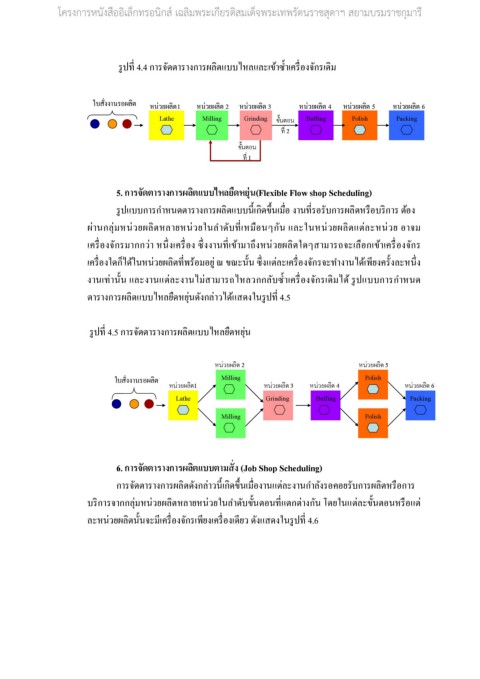
รูปที่ 4.4 การจัดตารางการผลิตแบบไหลและเข้าซํ้าเครื่องจักรเดิม
ใบส หน่วยผลิต1วยผลิต1 หน่วยผลิต 2 หน่ หน่วยผลิต 5วยผลิต 5 หน่
ใบส
ใบสั่งงานรอผลิตั่งงานรอผลิตั่งงานรอผลิต
หน่วยผลิต 2 หน่วยผลิต 3 หน่วยผลิต 3
หน่วยผลิต 6วยผลิต 6
หน่
หน่วยผลิต 4วยผลิต 4
หน่
Lat
Gr Gr
Lathehe Millingg Grindingindinginding ข Buffingffingffing Polishishish Pa Pa
Pol Pol
Packingckingcking
Millin
Bu Bu
ขั้นตอนั้นตอน
ที่ 2 ที่ 2
ข ขั้นตอน ั้นตอน
ที่ 1 ที่ 1
5. การจัดตารางการผลิตแบบไหลยืดหยุ่น(Flexible Flow shop Scheduling)
รูปแบบการกําหนดตารางการผลิตแบบนี้เกิดขึ้นเมื่อ งานที่รอรับการผลิตหรือบริการ ต้อง
ผ่านกลุ่มหน่วยผลิตหลายหน่วยในลําดับที่เหมือนๆกัน และในหน่วยผลิตแต่ละหน่วย อาจม
เครื่องจักรมากกว่า หนึ่งเครื่อง ซึ่งงานที่เข้ามาถึงหน่วยผลิตใดๆสามารถจะเลือกเข้าเครื่องจักร
เครื่องใดก็ได้ในหน่วยผลิตที่พร้อมอยู่ ณ ขณะนั้น ซึ่งแต่ละเครื่องจักรจะทํางานได้เพียงครั้งละหนึ่ง
งานเท่านั้น และงานแต่ละงานไม่สามารถไหลวกกลับซํ้าเครื่องจักรเดิมได้ รูปแบบการกําหนด
ตารางการผลิตแบบไหลยืดหยุ่นดังกล่าวได้แสดงในรูปที่ 4.5
รูปที่ 4.5 การจัดตารางการผลิตแบบไหลยืดหยุ่น
หน่วยผลิต 2หน่วยผลิต 2 หน่
หน่วยผลิต 5วยผลิต 5
Polishlish
M
ใบส Millingilling Po
ใบสั่งงานรอผลิตั่งงานรอผลิต
หน่วยผลิต 4วยผลิต 4
หน่
หน่วยผลิต1วยผลิต1 หน่วยผลิตวยผลิต 3 3 หน่ หน่วยผลิต 6หน่วยผลิต 6
หน่
Packingckingcking
Bu
Grindinginding
Lat
Lathehe Gr Buffingffing Pa Pa
M Polishlish
Millingilling
Po
6. การจัดตารางการผลิตแบบตามสั่ง (Job Shop Scheduling)
การจัดตารางการผลิตดังกล่าวนี้เกิดขึ้นเมื่องานแต่ละงานกําลังรอคอยรับการผลิตหรือการ
บริการจากกลุ่มหน่วยผลิตหลายหน่วยในลําดับขั้นตอนที่แตกต่างกัน โดยในแต่ละขั้นตอนหรือแต่
ละหน่วยผลิตนั้นจะมีเครื่องจักรเพียงเครื่องเดียว ดังแสดงในรูปที่ 4.6