
Page 56 -
P. 56
โครงการหนังสืออิเล็กทรอนิกส์ เฉลิมพระเกียรติสมเด็จพระเทพรัตนราชสุดาฯ สยามบรมราชกุมารี
copy right copy right copy right copy right copy right
copy right copy right copy right copy right copy right copy right
copy right copy right copy right copy right
44
การวัด OD พบวามีความแปรปรวน เนื่องจากความหนาของอะลูมิเนียมไมสม่ําเสมอและการวัดแสง
สองผานตัวอยางใชพื้นที่ขนาดเล็ก ตอมาจึงมีการใชวัดความตานทานไฟฟาของวัสดุ ความหนาของ
อะลูมิเนียมจะแปรผกผันกับคาความตานทานไฟฟา การวัดคาความตานทานไฟฟาของวัสดุ นิยมใช
copy right copy right copy right copy right copy right copy right
ตัวอยางเปนสี่เหลี่ยมจัตุรัส คาที่วัดไดจะมีคาเทากันไมวาจะใชตัวอยางขนาด 0.1 หรือ 1 ตารางเมตร
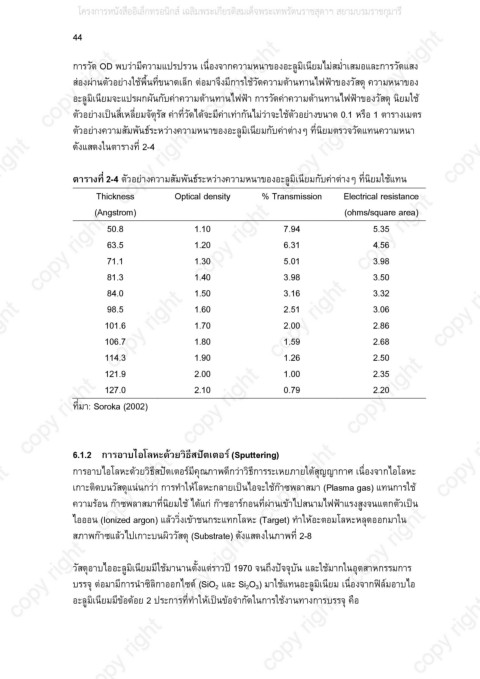
ตัวอยางความสัมพันธระหวางความหนาของอะลูมิเนียมกับคาตางๆ ที่นิยมตรวจวัดแทนความหนา
ดังแสดงในตารางที่ 2-4
ตารางที่ 2-4 ตัวอยางความสัมพันธระหวางความหนาของอะลูมิเนียมกับคาตางๆ ที่นิยมใชแทน
Thickness Optical density % Transmission Electrical resistance
(Angstrom) (ohms/square area)
50.8 1.10 7.94 5.35
63.5 1.20 6.31 4.56
71.1 1.30 5.01 3.98
81.3 1.40 3.98 3.50
84.0 1.50 3.16 3.32
98.5 1.60 2.51 3.06
101.6 1.70 2.00 2.86
106.7 1.80 1.59 2.68
114.3 1.90 1.26 2.50
121.9 2.00 1.00 2.35
127.0 2.10 0.79 2.20
ที่มา: Soroka (2002)
copy right copy right copy right copy right
copy right copy right copy right copy right copy right copy right
6.1.2 การอาบไอโลหะดวยวิธีสปตเตอร (Sputtering)
การอาบไอโลหะดวยวิธีสปตเตอรมีคุณภาพดีกวาวิธีการระเหยภายใตสุญญากาศ เนื่องจากไอโลหะ
เกาะติดบนวัสดุแนนกวา การทําใหโลหะกลายเปนไอจะใชกาซพลาสมา (Plasma gas) แทนการใช
ความรอน กาซพลาสมาที่นิยมใช ไดแก กาซอารกอนที่ผานเขาไปสนามไฟฟาแรงสูงจนแตกตัวเปน
ไอออน (Ionized argon) แลววิ่งเขาชนกระแทกโลหะ (Target) ทําใหอะตอมโลหะหลุดออกมาใน
สภาพกาซแลวไปเกาะบนผิววัสดุ (Substrate) ดังแสดงในภาพที่ 2-8
วัสดุอาบไออะลูมิเนียมมีใชมานานตั้งแตราวป 1970 จนถึงปจจุบัน และใชมากในอุตสาหกรรมการ
บรรจุ ตอมามีการนําซิลิกาออกไซด (SiO 2 และ Si 2O 3) มาใชแทนอะลูมิเนียม เนื่องจากฟลมอาบไอ
อะลูมิเนียมมีขอดอย 2 ประการที่ทําใหเปนขอจํากัดในการใชงานทางการบรรจุ คือ
copy right copy right copy right copy right