
Page 104 -
P. 104
โครงการหนังสืออิเล็กทรอนิกส์ เฉลิมพระเกียรติสมเด็จพระเทพรัตนราชสุดาฯ สยามบรมราชกุมารี
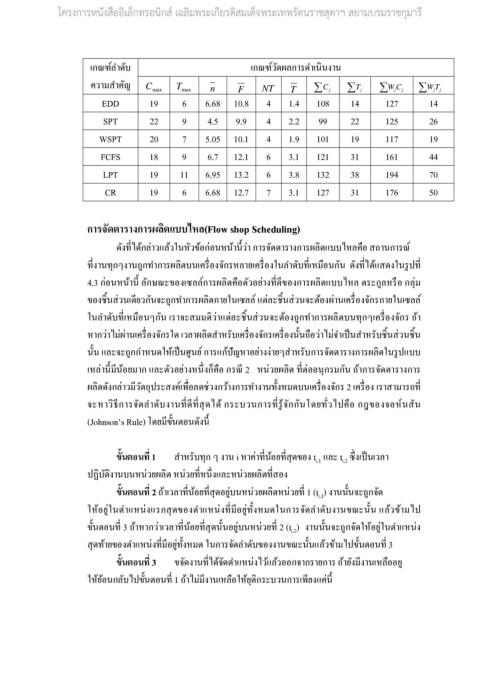
เกณฑ์ลําดับ เกณฑ์วัดผลการดําเนินงาน
ความสําคัญ C T n F NT T C T W j C W j T
max
max
j
j
j
j
EDD 19 6 6.68 10.8 4 1.4 108 14 127 14
SPT 22 9 4.5 9.9 4 2.2 99 22 125 26
WSPT 20 7 5.05 10.1 4 1.9 101 19 117 19
FCFS 18 9 6.7 12.1 6 3.1 121 31 161 44
LPT 19 11 6.95 13.2 6 3.8 132 38 194 70
CR 19 6 6.68 12.7 7 3.1 127 31 176 50
การจัดตารางการผลิตแบบไหล(Flow shop Scheduling)
ดังที่ได้กล่าวแล้วในหัวข้อก่อนหน้านี้ว่า การจัดตารางการผลิตแบบไหลคือ สถานการณ์
ที่งานทุกๆงานถูกทําการผลิตบนเครื่องจักรหลายเครื่องในลําดับที่เหมือนกัน ดังที่ได้แสดงในรูปที่
4.3 ก่อนหน้านี้ ลักษณะของเซลล์การผลิตคือตัวอย่างที่ดีของการผลิตแบบไหล ตระกูลหรือ กลุ่ม
ของชิ้นส่วนเดียวกันจะถูกทําการผลิตภายในเซลล์ แต่ละชิ้นส่วนจะต้องผ่านเครื่องจักรภายในเซลล์
ในลําดับที่เหมือนๆกัน เราจะสมมติว่าแต่ละชิ้นส่วนจะต้องถูกทําการผลิตบนทุกๆเครื่องจักร ถ้า
หากว่าไม่ผ่านเครื่องจักรใด เวลาผลิตสําหรับเครื่องจักรเครื่องนั้นถือว่าไม่จําเป็นสําหรับชิ้นส่วนชิ้น
นั้น และจะถูกกําหนดให้เป็นศูนย์ การแก้ปัญหาอย่างง่ายๆสําหรับการจัดตารางการผลิตในรูปแบบ
เหล่านี้มีน้อยมาก และตัวอย่างหนึ่งก็คือ กรณี 2 หน่วยผลิต ที่ต่ออนุกรมกัน ถ้าการจัดตารางการ
ผลิตดังกล่าวมีวัตถุประสงค์เพื่อลดช่วงกว้างการทํางานทั้งหมดบนเครื่องจักร 2 เครื่อง เราสามารถที่
จะหาวิธีการจัดลําดับงานที่ดีที่สุดได้ กระบวนการที่รู้จักกันโดยทั่วไปคือ กฎของจอห์นสัน
(Johnson’s Rule) โดยมีขั้นตอนดังนี้
ขั้นตอนที่ 1 สําหรับทุก ๆ งาน i หาค่าที่น้อยที่สุดของ t และ t ซึ่งเป็นเวลา
i,2
i,1
ปฏิบัติงานบนหน่วยผลิต หน่วยที่หนึ่งและหน่วยผลิตที่สอง
ขั้นตอนที่ 2 ถ้าเวลาที่น้อยที่สุดอยู่บนหน่วยผลิตหน่วยที่ 1 (t ) งานนั้นจะถูกจัด
i,1
ให้อยู่ในตําแหน่งแรกสุดของตําแหน่งที่มีอยู่ทั้งหมดในการจัดลําดับงานขณะนั้น แล้วข้ามไป
ขั้นตอนที่ 3 ถ้าหากว่าเวลาที่น้อยที่สุดนั้นอยู่บนหน่วยที่ 2 (t ) งานนั้นจะถูกจัดให้อยู่ในตําแหน่ง
i,2
สุดท้ายของตําแหน่งที่มีอยู่ทั้งหมด ในการจัดลําดับของงานขณะนั้นแล้วข้ามไปขั้นตอนที่ 3
ขั้นตอนที่ 3 ขจัดงานที่ได้จัดตําแหน่งไว้แล้วออกจากรายการ ถ้ายังมีงานเหลืออยู
ให้ย้อนกลับไปขั้นตอนที่ 1 ถ้าไม่มีงานเหลือให้ยุติกระบวนการเพียงแค่นี้